

MAJOR FACILITIES
BUSINESS ACTIVITY

DUST PROOF AC WINDING SHOP
We have separate winding shop with 8 No. of Winding Machine Facility up to Manufacturing of 100 MVA 220 kV Class Windings with only collapsible former & Electric Bending Machine & Hydraulic Shearing Machine in shop.
Disc winding is used for high voltage winding. For higher voltages the interleaved form of the disc winding has a great advantage to increase series capacitances and consequently to obtain uniform transient overvoltage distribution on the winding.
Helical type windings are used for most low-voltage windings. Each turn consists of a group of conductors which are continuously transposed to reduce eddy losses.
Regulating winding is a helical type of winding and designed in such a way that each tap winding segment is evenly distributed over the entire length of the main windings.
By using such windings, the Ampere turn distribution provides an electromagnetic balance regardless of the selected Lapping position.
Cross Transposed conductors (CTC) its special type of winding which reduce the additional losses. It consists of a number of transposed bunch profile conductor.
Careful after treatment plays a decisive role in order to prepare the windings for the high demand of operation. Therefore they are pressed, dried under constant pressure, oil-impregnated, exactly Measured and if required, readjusted geometrically
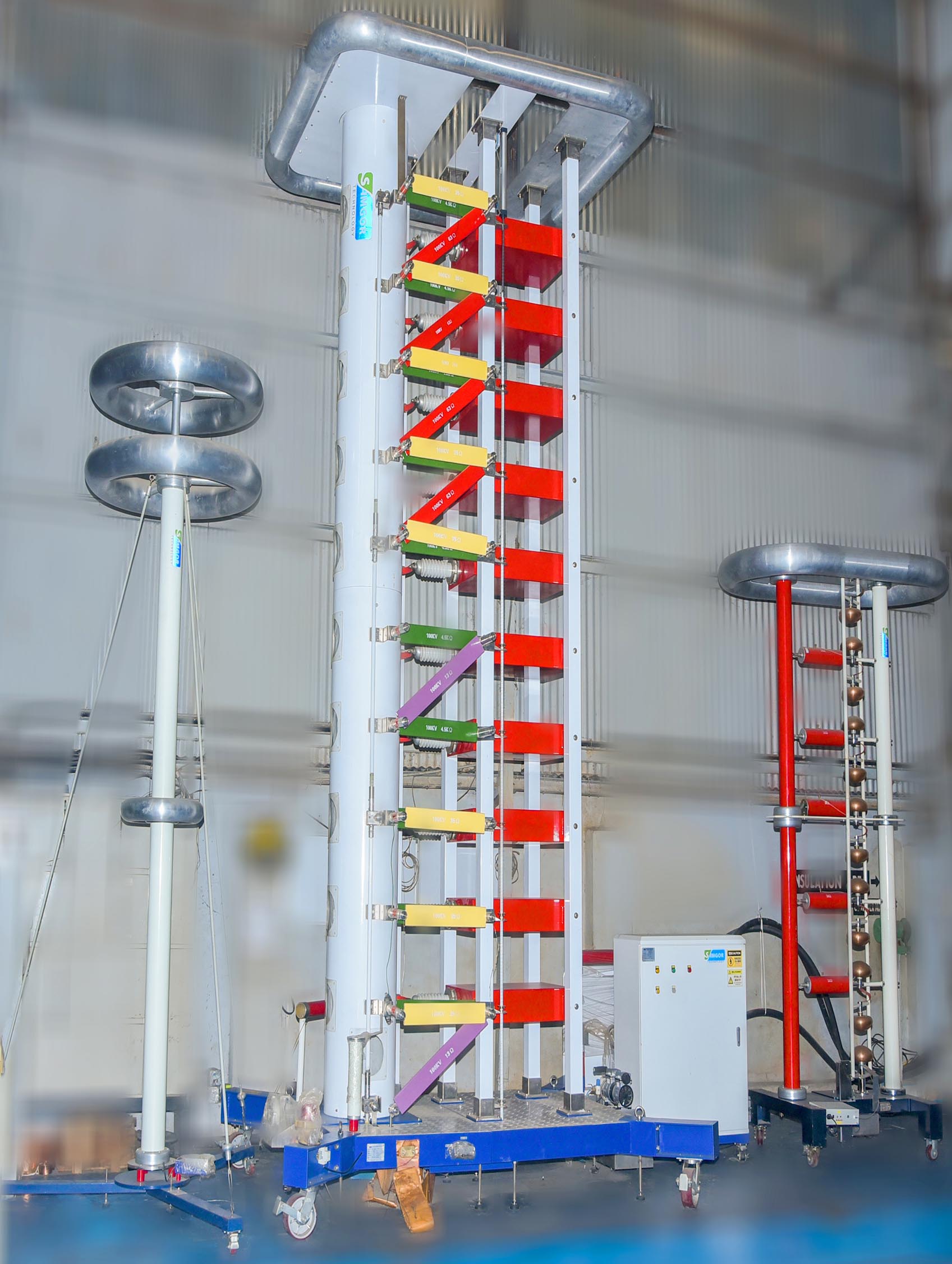
TESTING FACILITY
The process of manufacturing quality transformers is critically dependent on testing of raw materials, components and final assembled product. We are equipped with state of the art testing facilities to perform all routine and special tests.
The design element quality control is carried out at each manufacturing step. The final tests are made at the automated test field. Our transformers go through various below tests in our laboratory order to deliver the best of the transformers that are reliable and maintenance free.
Our Transformers undergoes below testing at each manufacturing step
- Magnetic circuit assembling for losses
- Active part assembling before outputs soldering
- Active part assembling after outputs soldering
- Tap-changer connection
- After tanking of final transformer